






















| 包装 | 木盒包装 |
|---|---|
| 材质 | 不锈钢 |
| 产地 | 广东 |
| 风格 | 时尚OL |
| 工艺 | 表面处理 |
| 供货地 | 深圳 |
| 类别 | 光亮剂 |
| 类型 | 电镀 |
| 适用范围 | 电镀 |
| 颜色 | 金色 |
| 用途 | 化工泵 |
| 种类 | 饰品扣 |
| 加印LOGO | 可以 |
| 制作方法 | 半手工半机械 |
| 品牌 | 科普达 |
| 型号 | 22 |
| 加工定制 | 是 |
| 适用场景 | 广场 |
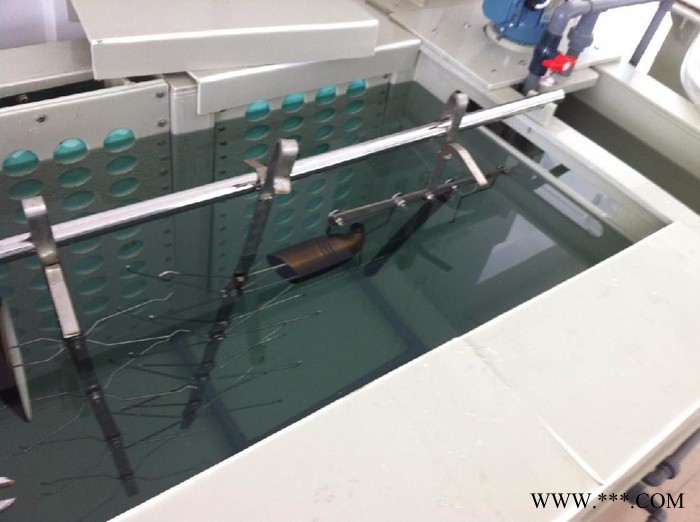
电泳设备包括(电泳槽,喷淋槽,电泳电源,电泳回收超滤机,电泳涂装设备)电泳漆(彩色电泳漆、阴极电泳漆、阳极电泳漆)产品有亚光,平光,高光及彩色
我公司是一家专业从事电泳涂装设备的设计、制造、安装、调试以及电泳涂料选型、配槽、培训、服务等一条龙的大型专业厂家。同时万佳电泳涂装设备公司具有一批专业研发,生产,销售,服务以及高素质管理的队伍。 阳极电泳设备的特点是:原料价格便宜(一般比阴极电泳便宜50%);设备较简单,投资少(一般比阴极电泳便宜30%);技术要求较低;涂层耐蚀性能较阴极电泳差(约为阴极电泳寿命之1/4)。 阳极电泳设备一般工艺流程为: 工件前处理(除油→热水洗→除锈→冷水洗→磷化→热水洗→钝化)→阳极电泳 →工件后处理(清水洗→烘干)。 1、除油。溶液一般为热碱性化学除油液,温度为60℃(蒸汽加热),时间为20min左右。 2、热水洗。温度60℃(蒸汽加热),时间2min。 3、除锈。用H2SO4或HCl ,例如用盐酸除锈液,HCl总酸度≥43点;游离酸度>41点;加清洗剂1.5%;室温下洗10~20min。 4、冷水洗。流动中冷水洗1min。 5、磷化。用中温磷化(60℃时磷化10min),磷化液可用市售成品。 上述工序亦可用喷砂→水洗代替。 6、钝化。用与磷化液配套的药品(由出售磷化液厂家提供),室温下1~2min即可。 7、阳极电泳。电解液成分:H08-1黑色电泳漆,固体分质量分数9%~12%,蒸馏水质量分数88%~91%。电压:(70±10)V;时间:2~2.5min;漆液温度:15~35℃;漆液PH 值:8~8.5。注意工件出入槽要断电。电泳过程中电流随漆膜增厚会逐步下降。 8、清水洗。流动冷水中洗。 9、烘干。在烘箱中于(165±5)℃温度下烘40~60min即可






2017全自动阳极氧化线 铝氧化生产线 氧化生产线 全自动铝氧化线")



