




结合剂:合金
粒度:36-3000#
起订:1片
供应:1000片
发货:10天内
立即购买
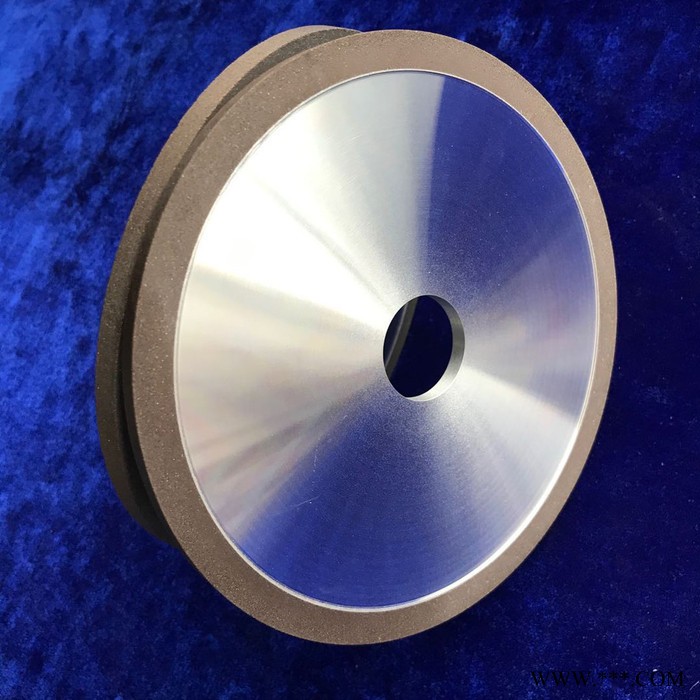
| 结合剂 | 合金 |
|---|---|
| 粒度 | 36-3000# |
| 磨削方式 | 抛光 |
| 产地 | 河南郑州 |
| 长度 | L40-100 |
| 品牌 | 科美 |
科美 玻璃抛光砂轮 玻璃抛光电镀磨头 亮光/亚光精磨镜面效果 Φ120-350外径砂轮供应 树脂抛光轮13283803553
超硬材料制作工艺流程
制造工艺流程
超硬材料树脂磨具的制造生产与普通树脂磨具基本相同,但在配方和工艺操作上略
有区别。配方特点是填料多,磨料少;工艺特点是热压成型,热压温度分别为:酚醛树脂180℃、聚酰亚胺225℃,单位压力为(300~750)×10°Pa,甚至100MPa,硬化时间为10~30h。由于超硬材料树脂磨具结构的特殊性,使得成型模具和成型操作变得复杂,要求操作更加细致和。酚醛树脂结合剂金刚石砂轮生产工艺流程:
结合剂用量与硬度的关系
在同一浓度的磨具中,随着结合剂用量的增加,磨具的硬度也提高,但当结合剂量过
多时,不但硬度提高很少,同时给混料与成型带来很多困难。因此往往不用增加结合剂
的办法来提高硬度,而用增加填料的办法来提高磨具的硬度和强度。提高硬度的另一个
办法**是增加成型压力,使磨具密度增大,磨粒之间的距离缩小,结合剂桥加粗,因而使磨粒被黏结的更牢,硬度更大。





